




Drukarka 3D: jak drukować szybciej?
Podczas druku 3D zdarzyć się mogą różne sytuacje, które spowodują konieczność przyspieszenia Twojej pracy. Może być to potrzeba zaoszczędzenia czasu (klient potrzebuje wydruki próbne wcześniej), zwiększenia wydajności lub po prostu potrzebujesz zakończyć proces druku tuż przed weekendem.
Na szczęście istnieje całkiem sporo zmian w oprogramowaniu i samym sprzęcie, które wpływają na zmniejszenie czasu pracy drukarki. Pamiętaj, że prędkość drukowania – a dokładniej przesuwania się stołu / głowicy w trakcie druku – jest jednym z ważniejszych parametrów pracy drukarki. Warto wziąć go pod uwagę już na etapie kupowania sprzętu. Co jednak możesz zrobić, by przyspieszyć druk w swojej obecnej drukarce?
Wybór najszybszej dyszy do druku 3D
Chcąc drukować szybciej, warto przyjrzeć się dyszy na swojej drukarce 3D. Im większa średnica dyszy dysza, tym mniejszy czas druku, ponieważ więcej materiału może być przez nią wytłaczane jednocześnie. Mniejsze dysze natomiast mogą drukować z większą precyzją. Oznacza to, że na przykład dysza 0,8 mm będzie w stanie drukować z większą prędkością niż dysze 0,25 mm.
Równowaga pomiędzy precyzją, a szybkością to dysza 0,4 mm, która często jest postrzegana jako „standard” w druku 3D. Różne wydruki mają jednak różne potrzeby, więc przed rozpoczęciem projektu musisz upewnić się, że wybierzesz dyszę, która najlepiej spełnia Twoje wymagania.
Ustawienia slicera, które przyspieszą Twój wydruk 3D
Istnieje kilka ustawień oprogramowania w obrębie slicera, które można precyzyjnie „dostroić”, aby zwiększyć szybkość druku. Poniższe ustawienia możesz zastosować w większości rodzajów oprogramowania do krojenia, my sprawdzamy je na przykładzie jednego z najpopularniejszych, czyli Ultimaker Cura.
Prędkość druku (Print speed)
Prędkość druku (w mm/s) to inaczej prędność z jaką głowica drukująca porusza się podczas drukowania. Dostosowanie prędkości druku w ustawieniach oprogramowania do przygotowywania obiektów do druku, umożliwi szybsze drukowanie ALE zwiększenie prędkości druku bez dokonania innych regulacji prawdopodobnie spowoduje gorszą jakość wydruku, w zależności od tworzonej części. To, jak wysoko możesz przesunąć ten parametr, zależy od Twojej drukarki i tego, ile czasu jesteś w stanie poświęcić na dostosowanie innych ustawień do optymalnych rezultatów. Zazwyczaj można oddzielnie zdefiniować prędkość dla pierwszej warstwy, dla supportów, ścian zewnętrznych i płaszczyzn poziomych, oraz prędkość drukowania wnętrza obiektu. Zdecydowanie najmniejszą uwagę powinniśmy poświęcać na prędkość drukowania fragmentów wewnątrz obiektu – konturów i płaszczyzn wewnętrznych oraz samego wypełnienia. W docelowym, gotowym obiekcie nie będą one widoczne, co za tym idzie, możemy sobie tutaj pozwolić na większą niedokładność.
Acceleration
Ustawienia przyspieszenia i szarpnięcia odnoszą się do prędkości, z jaką głowica drukująca porusza się z nieruchomej pozycji, a także jak bardzo zwolni przed zmianą kierunku. Wyższa wartość przyspieszenia powoduje większą prędkość drukowania, ale jest również bardziej obciążająca dla sprzętu, co może skutkować niższą jakością wydruku. Zbyt wysokie ustawienie przyspieszenia często powoduje drgania w końcowym wydruku.
Wysokość warstwy
Wysokość warstwy jest jednym z najłatwiejszych i najbardziej wpływowych ustawień do zmiany. Cieńsze wysokości warstw skutkują wydrukami o wyższym poziomie szczegółowości i ogólnej jakości, a także gładszymi powierzchniami. Jeśli jednak zależy Ci na większej prędkości drukowania, powinieneś drukować z większą wysokością warstwy, co oznacza grubsze warstwy i znacznie krótszy całkowity czas drukowania. Kosztem zmniejszenia ilości szczegółów.
Jak drukować mniej, aby drukować szybciej?
Dostosowanie drukarki 3D w taki sposób, aby zużywała mniej materiału podczas wydruku ma dwie główne korzyści. Po pierwsze, zaoszczędzisz filament do druku 3D. Po drugie, będziesz drukować szybciej. Oto kilka sposobów, aby to osiągnąć!
Wybierz odpowiedni wzór wypełnienia
W programie Ultimaker Cura możesz wybrać wzór wypełnienia swojego wydruku. Wzór wypełnienia odnosi się do wzoru wnętrza wydruku 3D. Różne wzory determinują późniejsze właściwości wydruku np. jego wytrzymałość. Mają one również wpływ na szybkość drukowania. Na przykład wzór wypełnienia Lines w oprogramowaniu Ultimaker Cura, umożliwia drukowanie przy użyciu mniejszej ilości materiału i jest przeznaczony do szybszego drukowania. Ponadto wzór wypełnienia Lightning, wprowadzony w Ultimaker Cura 4.2, generuje wewnętrzną strukturę, która jest specjalnie formowana w celu dodatkowego wsparcia części obiektu, które są trudniejsze do wydrukowania. Mało supportu albo jego brak jest stosowany w obszarach, w których udany wydruk można ukończyć bez niego. Rezultatem są szybsze wydruki, które zużywają znacznie mniej materiału.
Regulacja gęstości wypełnienia
Oprócz typu wypełnienia można również dostosować gęstość wypełnienia. Określa ona gęstość wzoru wypełnienia, co w rezultacie zwiększa lub zmniejsza ilość tworzywa sztucznego wewnątrz wydruku. Gęstość wypełnienia około 20% jest często wystarczająca dla modeli wizualnych, które nie wymagają dużej wytrzymałości funkcjonalnej. Możliwe jest obniżenie gęstości poniżej 10-15% , ale wówczas szansa na nieudany wydruk jest znacznie wyższa. Wyższe gęstości są zazwyczaj potrzebne tylko w przypadku części przeznaczonych do użytku końcowego. Niezależnie od potrzeb, pamiętaj, że im mniejsza gęstość wypełnienia, tym mniej materiału jest zużywane – i tym szybciej drukowane.

Stosuj mniej supportów
W przypadku niektórych wydruków, np. o skomplikowanej geometrii, konieczne będzie drukowanie z materiałem pomocniczym np. PVA. Jednakże, wydłuży to czas wydruku, ponieważ więcej materiału będzie musiało zostać wytłoczone przez dyszę. Używanie lub tworzenie projektów, które wykorzystują mniej materiału podporowego, spowoduje skrócenie czasu wydruku.
Podpory ala drzewo, które są opcją dostępną w programie Ultimaker Cura (tree support), są generowane wokół wydruku, aby pomóc w podtrzymaniu obszarów, które bez nich nie mogłyby zostać wydrukowane, Podpory tek owijają się wokół wydruku, a nie bezpośrednio pod obszarami, które wymagają podparcia, i są grubsze w pobliżu dna i cieńsze w miarę wzrostu. Rozgałęziają się również pod kątem, a tylko cienka końcówka każdej z nich dotyka obszarów wymagających wsparcia. W rezultacie przypominają gałęzie drzewa – stąd „tree support” – i oprócz tego, że są łatwiejsze do usunięcia i pozostawiają mniej blizn, zużywają mniej materiału, co oznacza, że druk będzie szybciej ukończony.
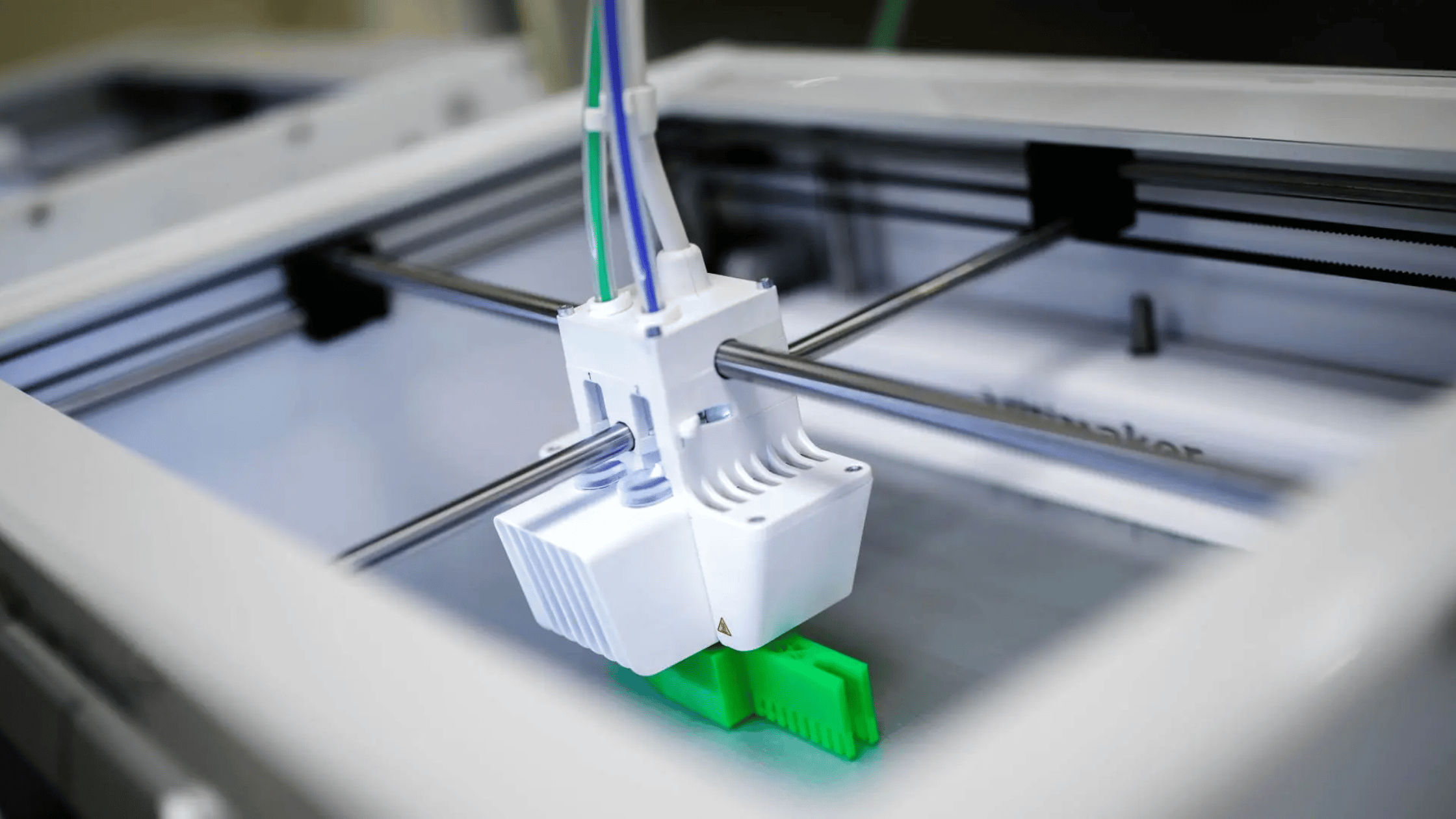
Warto również wspomnieć, że możesz zmniejszyć liczbę potrzebnych podpór, orientując swój model optymalnie wewnątrz slicera. W programie Ultimaker Cura możesz użyć trybu podglądu po cięciu modelu, aby zobaczyć, ile materiału na podpory zostanie wydrukowane. Spróbuj zmienić orientację wydruku, aby zobaczyć, jak wpływa to na ilość używanych podpór.
Jak projektować, aby drukować szybciej?
Podczas tworzenia własnych, autorskich modeli 3D, można podjąć pewne kroki w celu wykonania projektów, które umożliwią szybsze drukowanie przez drukarkę 3D.
Orientacja modelu 3D względem platformy roboczej
W druku 3D, orientacja odnosi się do tego, jak Twój model jest ustawiony w stosunku do płyty konstrukcyjnej. Drukarki 3D drukują szybciej na osiach X i Y. Oznacza to, że utrzymanie wysokości w osi Z na minimalnym poziomie pozwoli Twojej drukarce 3D drukować znacznie szybciej.
Podzespoły
Części o skomplikowanej geometrii często wymagają podpór, aby mogły być pomyślnie wydrukowane. Drukowanie podpór może znacznie wydłużyć całkowity czas drukowania. Jednym ze sposobów uniknięcia tego jest pocięcie modelu 3D do druku na wiele części, które mogą być drukowane płasko na płycie konstrukcyjnej w taki sposób, że podpory nie są już potrzebne. Może to znacznie zredukować czas wydruku, ale doda to dodatkowy czas po wydruku, ponieważ będziesz musiał ponownie złożyć powstałe części razem po wydrukowaniu.
Otwory teardropowe
Tworzenie części z „otworami w kształcie łezki” może pomóc w drukowaniu poziomych otworów bez potrzeby stosowania materiału podporowego. Otwory teardropowe odnoszą się do otworów w kształcie łezki, a nie okrągłych, co pozwala uniknąć dużych zwisów i znacznie zmniejszyć prędkość drukowania.
Mamy nadzieję, że powyższe wskazówki i sugestie były pomocne. Jeśli masz jakieś pytania – śmiało napisz do nas! Jeśli zastanawiasz się na wyborem idealnej drukarki 3D dla Twojej działalności – nie czekaj! Wypełnij formularz kontaktowy i porozmawiajmy!



Musisz być Zalogowany aby napisać komentarz.