




Właściwości materiałowe elementów wyprodukowanych metodą Binder Jetting
Technologia Binder Jetting, będąca sercem systemów Shop i Production firmy Desktop Metal, oferuje producentom długą listę korzyści, od możliwości szybkiego wytwarzania złożonych części bez użycia narzędzi, przez tworzenie drobnych detali, aż po możliwość drukowania setek, a nawet tysięcy części w jednym cyklu. Co prawda, o zaletach technologii Binder Jetting pisaliśmy TUTAJ. Aczkolwiek właściwości materiałowe samych części mogą okazać się ich największą zaletą. Co zatem je charakteryzuje?
Kluczowe cechy wydruków w technologii Binder Jetting
Pod względem kluczowych cech, takich jak wytrzymałość, plastyczność i twardość, oba systemy drukują części, które spełniają lub przewyższają standardy Amerykańskiego Stowarzyszenia Badań i Materiałów (ASTM International) oraz Federacji Przemysłu Proszków Metalowych (MPIF), co czyni je idealnymi do wszelkich zastosowań, od produkcji biżuterii, po przemysł ciężki.
Osiągnięcie tych ponadprzeciętnych właściwości było możliwe dzięki temu, że technologia zagęszczania wykorzystywana w systemach Shop i Production opiera się na silnie ugruntowanych i dobrze zrozumianych procesach stosowanych w tradycyjnej metalurgii proszków, a zwłaszcza w formowaniu wtryskowym metali (MIM).
Bazowanie technologii Binder Jetting na metodzie MIM jest istotne, ponieważ tworzy ono rozdział pomiędzy kształtowaniem części, a ich metalurgią. Elementy są formowane na drukarce przy użyciu proszków, które są łatwo dostępne ze względu na ich podobieństwo do rozpylanych w sprężonym gazie proszków MIM. Elementy są następnie odprężane i zagęszczane podczas spiekania, podobnie jak w przypadku części MIM, co pozwala producentom tworzyć praktycznie dowolne kształty, a otrzymane części charakteryzują się doskonałymi właściwościami.

Elementy wytwarzane metodą PBF a Binder Jetting
Oddzielenie sposobu formowania części od ich metalurgii stanowi znaczące odstępstwo od innych metod druku 3D, zwłaszcza systemów laserowych.
Systemy te wykorzystują lasery o dużej mocy do topienia proszku metalu, pozostawiając po sobie charakterystyczne artefakty, które ujawniają, w jaki sposób dana część została uformowana. Elementów wytwarzane metodą PBF często mają ziarnistą teksturę i budowę ze względu na kierunkowe krzepnięcie części. Ponadto powtarzające się cykle nagrzewania i chłodzenia oraz gradient temperatury danego elementu mogą również znacząco wpływać na właściwości mechaniczne oraz powodować powstawanie naprężeń szczątkowych w częściach. Mogą one wpływać zarówno na wymiary, jak i na właściwości mechaniczne. Stopy, które przechodzą przemiany fazowe (takie jak przemiana austenitu w ferryt w stalach węglowych i narzędziowych) mogą wykazywać szczególnie wysoki poziom naprężeń szczątkowych i odkształceń, jeśli jedna część elementu znajduje się poniżej temperatury przemiany, a inna powyżej. Aby temu przeciwdziałać, elementy wytwarzane metodą PBF często wymagają zastosowania procesów odprężania, które łagodzą naprężenia powstałe w elemencie w wyniku tego niejednorodnego procesu temperaturowego.
Dla porównania, części wytwarzane metodą Binder Jet są równomiernie ogrzewane i chłodzone podczas spiekania, dzięki czemu uzyskuje się znacznie bardziej jednorodną strukturę, wolną od naprężeń szczątkowych. Przekrój poprzeczny części ujawnia jednolitą wielkość i kształt ziaren niezależnie od kierunku. Właściwości mechaniczne w układzie X-Y-Z mogą być bardzo jednolite, jak pokazano na poniższej grafice. Słupki reprezentują powierzchnie obrobione.

Wytrzymałość i plastyczność wydruków Binder Jetting
Dwie kluczowe cechy części przeznaczonych do użytku końcowego – wytrzymałość i plastyczność, zapewniają, że części nie tylko wytrzymają obciążenia, którym będą poddawane, ale także – w razie potrzeby – będą się zginać lub wydłużać, zanim ulegną zniszczeniu.


W testach, zarówno spiekana, jak i poddana obróbce cieplnej metodą Binder Jet, stal nierdzewna 17-4PH przewyższała standardy MPIF we wszystkich aspektach.
W szczególności, stal 17-4PH firmy Desktop Metal wyprodukowana metodą Binder Jet charakteryzowała się znacznie większą plastycznością niż elementy formowane wtryskowo z metalu. Taka elongacja może odnaleźć niezwykle szeroką gamę korzystnych zastosowań.
Przykładem tego, dlaczego obie te cechy są kluczowe w przypadku części metalowych, są metalowe pierścienie w spadochronie. Oczywiście muszą one być wystarczająco mocne, aby wytrzymać przeciążenia działające podczas otwierania spadochronu i ciężar skoczka, ale plastyczność pozwala pierścieniom rozciągać się i wydłużać pod wpływem większych naprężeń, co oznacza, że pierścienie mogą przetrwać w bardziej ekstremalnych warunkach.

Przykładowe wydruki z systemu Shop System od Desktop Metal
Aby sprawdzić właściwości części z systemów Shop i Production, naukowcy z firmy Desktop Metal wydrukowali szeroki wachlarz różnych elementów.
Części te były następnie spiekane w piecach o różnej architekturze. Wśród testowanych pieców znalazły się:
- Piec z metalową strefą ciepła – często najdroższa budowa pieca w przeliczeniu na część, lecz czasami może zapewnić większą gęstość i odporność na korozję. Przedstawiono wyniki uzyskane od dwóch producentów pieców.
- Piec z grafitową strefą ciepła – mniej kosztowny niż piece z gorącą strefą metalową, oferuje elastyczność procesu wsadowego i często pozwala uzyskać zadowalające właściwości w przypadku stali MIM 17-4PH, stali węglowych i narzędziowych.
- Piec DM Studio – System DM Shop wykorzystuje niedrogi piec DM Studio System.
Testy wykazały, że zarówno pod względem granicy plastyczności, wytrzymałości na rozciąganie, jak i wydłużenia przy odkształceniu, stal nierdzewna 17-4PH wyprodukowana metodą Binder Jet wypadła bardzo dobrze w porównaniu ze standardem dla części MIM.


Obróbka cieplna i twardość wydruków na Shop System
W wielu dziedzinach, szczególnie w produkcji narzędzi, takich jak wkładki do form, oprzyrządowanie do obróbki blachy i matryce do wytłaczania, wymagane są części o wysokiej twardości, w celu zapewnienia, że wytrzymają one wielokrotne użytkowanie.
Aby uzyskać wysoką twardość, różne rodzaje materiałów mogą być poddane obróbce cieplnej – procesowi, w którym części są podgrzewane do wysokiej temperatury (utwardzane wydzielinowo lub w procesie austenityzacji), schładzane do temperatury pokojowej (studzone), a następnie ponownie podgrzewane do temperatury pośredniej (starzone lub hartowane). W przypadku niektórych materiałów, takich jak 17-4PH, cykl ten powoduje wytworzenie mikrostruktury bardzo drobnego osadu w osnowie metalu, które wzmacniają i utwardzają materiał po procesie starzenia.
W przypadku stali węglowych, takich jak 4140, po hartowaniu cykl ten powoduje powstanie bardzo twardej i kruchej mikrostruktury zwanej martenzytem, a etap hartowania ma na celu nieznaczne zmniejszenie twardości przy jednoczesnym zwiększeniu wytrzymałości poprzez tworzenie mikroskopijnych cząstek węglika.
Ściślej mówiąc, w przypadku stali 17-4PH, gdy wymagana jest wysoka twardość, stosuje się proces H900. W tym cyklu materiał jest poddawany obróbce w roztworze w temperaturze 1038ºC przez co najmniej jedną godzinę, co powoduje rozpuszczenie wszystkich atomów miedzi w osnowie. Następnie części wyjmuje się z pieca i chłodzi do temperatury pokojowej. Chłodzenie musi być na tyle szybkie, aby w czasie jego trwania nie doszło do wytrącenia się miedzi. Następnie części są ponownie podgrzewane lub starzone w temperaturze 482ºC (900ºF) przez 1 godzinę; do starzenia wystarczy chłodzenie powietrzem. Podczas starzenia tworzą się drobno rozproszone mikroskopijne osady bogate w miedź, które utwardzają daną część. W przypadku grubych elementów można w razie potrzeby zastosować bardziej agresywne chłodzenie, takie jak hartowanie w oleju, aby schłodzić elementy po obróbce w roztworze.
W przypadku stali węglowych, takich jak 4140, materiał jest austenityzowany w temperaturze około 855ºC przez wystarczająco długi czas, aby cały węgiel rozpuścił się w austenicie. W przypadku cienkich części (o grubości 6 mm lub mniejszej) można to zrobić w ciągu zaledwie 20 minut. Części są następnie hartowane bezpośrednio w odpowiednim medium chłodzącym, którym musi być woda, olej lub chłodziwo polimerowe; chłodzenie powietrzem nie jest wystarczająco szybkie. Chłodzenie wodą jest zwykle stosowane tylko w przypadku prostych kształtów, ponieważ szybkość chłodzenia jest tak duża, że może spowodować odkształcenie części. Podczas hartowania, w materiale zachodzi fazowa przemiana martenzytyczna, która powoduje utwardzenie materiału przez nagromadzenie się bardzo dużych lokalnych naprężeń w mikrostrukturze. Po ochłodzeniu części są najtwardsze, ale i kruche. W procesie hartowania elementy są ponownie podgrzewane do temperatury wyższej od temperatury pokojowej. Podczas hartowania atomy węgla wytrącają się, tworząc bardzo małe cząstki węglika metalu, a duże naprężenia lokalne ulegają częściowemu odprężeniu. Wybór temperatury i czasu hartowania wpływa na wielkość wytrąceń i stopień odprężenia.
Części produkowane metodą Binder Jet mogą być poddawane obróbce cieplnej tak samo, jak części produkowane konwencjonalnie, i podlegają normalnym procesom obróbki cieplnej. Poniżej przedstawiono efekt obróbki cieplnej stali 17-4PH i 4140. Dla 17-4PH pokazano twardość (HRC) po spiekaniu w dwóch różnych typach pieców: piecu z grafitową strefą ciepła i 2 barami hartowniczymi oraz piecu z metalową strefą ciepła z funkcją wodorową. Istnieje niewielka różnica w twardości w stanie spiekanym pomiędzy tymi dwoma piecami, ale oba zestawy materiałów wykazują silną reakcję na hartowanie i dają bardzo podobną twardość po procesie H900. W przypadku stali 4140 twardość w stanie spiekanym zależy w dużym stopniu od szybkości chłodzenia, a żaden z pieców nie może chłodzić wystarczająco szybko, aby przeprowadzić hartowanie metalurgiczne, dlatego przedstawiono twardość w trzech warunkach: po pełnym wyżarzaniu, po hartowaniu w chłodziwie na bazie polimerów oraz po studzeniu w temperaturze 200ºC przez 1 godzinę. Twardość po studzeniu jest dość dobra, a hartowanie obniża twardość do poziomu nieco powyżej typowej specyfikacji MPIF 35, która wynosi 46 HRC.

Podobnie jak w przypadku testów wytrzymałości i ciągliwości, materiałoznawcy z firmy Desktop Metal przetestowali części stworzone metodą Binder Jet w piecach o różnej budowie, a wyniki wykazały silne reakcje w każdych warunkach.
Właściwości korozyjne i chemiczne wydruków Shop System
Wiele części metalowych musi być sprawna w trudnych i korozyjnych warunkach, dlatego odporność na korozję jest bardzo ważna.
Jednym z głównych sposobów, w jaki producenci zwiększają odporność na korozję, jest zmniejszenie zawartości węgla – co w Systemie Shop osiąga się dzięki spiekaniu próżniowemu.
W testach, części 17-4PH wyprodukowane metodą Binder Jet wykazały niższy poziom węgla – a tym samym większą odporność na korozję – niż standardowe 17-4PH, a także przeszły standardowe testy korozyjne z użyciem wrzącej wody i siarczanu miedzi.

Gęstość
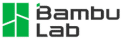
Części wytwarzane metodą Binder Jetting rutynowo osiągają również wysoką gęstość, podobną do tej, jaką mają typowe części wytwarzane metodą MIM. Wysoka gęstość jest niezbędna w przypadku części przeznaczonych do użytku końcowego o długim okresie eksploatacji.
Podczas testów w piecach o różnej budowie, mikrostruktura części drukowanych w systemach Shop i Production jest widocznie izotropowa i wykazuje podobną dystrybucję porów, rozmiary cząstek i frakcje fazowe.
Podsumowanie
Ogólnie rzecz biorąc, wyniki badań są jednoznaczne – części wytwarzane w technologii Binder Jetting, wykazują właściwości mechaniczne i materiałowe, które spełniają normy ASTM/MPIF i są zgodne z właściwościami części wytwarzanych w technologii MIM, a czasami nawet lepsze od nich.
W połączeniu z korzyściami, jakie daje metoda Binder Jetting – duża prędkość drukowania, niższe koszty jednostkowe, produkcja bez użycia narzędzi i wiele innych – staje się jasne, że technologia Binder Jet ma potencjał, aby odcisnąć trwałe piętno na przemyśle metalowym i zmienić sposób wytwarzania milionów części metalowych każdego roku.
Binder Jetting to technologia posiadająca całą masę zalet. Świetne rezultaty daje zastosowanie jej w różnorodnych gałęziach przemysłu. Jeśli zastanawiasz się, czy sprawdzi się również w Twojej firmie – napisz do nas!



Musisz być Zalogowany aby napisać komentarz.