




Druk 3D z metalu: obróbka części końcowych
Istnieje cała masa zastosowań dla części wydrukowanych z metalu, do których nie jest wymagana obróbka końcowa, natomiast te, które jej wymagają, mogą bazować na szerokiej gamie metod wykończenia.
Chociaż właściwości materiałowe części wytwarzanych metodą Binder Jetting dorównują lub przewyższają właściwości ich tradycyjnie wytwarzanych odpowiedników, istnieją między nimi pewne istotne różnice.
W zależności od sposobu formowania, metalowe części drukowane w 3D mogą mieć widoczne warstwy konstrukcyjne, ostre krawędzie lub zadziory i charakteryzować się znacznie większą chropowatością powierzchni niż części szlifowane, frezowane czy też toczone.
Oprócz korygowania drobnych niedoskonałości, istnieje szeroki wachlarz powodów dla których warto poddawać części obróbce końcowej. Począwszy od konieczności zapewnienia zgodności części z wymaganiami wymiarowymi, poprzez wygładzanie połączeń wewnętrznych w celu zwiększenia prędkości przepływu, aż po względy estetyczne.

Green Sanding – piaskowanie przed spiekaniem
Idealne rozwiązanie do zmniejszania widoczności linii warstw wydruku i innych niedoskonałości powierzchni, zwłaszcza w przypadku metod drukowania opartych na wytłaczaniu. Metoda szlifowania -Green Sanding- odbywa się po wydrukowaniu części, gdy proszek metalowy jest utrzymywany tylko przez spoiwa polimerowe.
Ponieważ „zielone elementy” są stosunkowo miękkie – ich konsystencja odpowiada konsystencji kredki świecowej – do wygładzenia drobnych niedoskonałości, takich jak linie warstw wydruku, można użyć zwykłej szorstkiej ściereczki. Bardziej dynamiczne szlifowanie można wykonać papierem ściernym, a do oporządzenia krawędzi możliwe jest użycie precyzyjnej maszynki.
Choć zielone elementy są znacznie łatwiejsze w obróbce niż części wyprodukowane ze spiekanego metalu, ze względu na ich miękką konsystencję należy uważać, aby ich nie uszkodzić.
Korzyści płynące z metody Green Sanding mogą być jednak znaczące. Części szlifowane w ten sposób wykazują zwykle od trzech do pięciu razy lepsze wykończenie powierzchni niż części nieszlifowane. W zależności od zastosowania, szlifowane elementy mogą nawet dziesięciokrotnie skrócić czas obróbki końcowej gotowych części metalowych.

Obróbka strumieniowo-ścierna
Obróbka strumieniowo-ścierna wykorzystuje sprężone powietrze do napędzania materiału ściernego, takiego jak tlenek glinu, śrut ze stali nierdzewnej lub szklane kulki, w celu starcia powierzchni i uzyskania jednolitego matowego lub błyszczącego wykończenia.
Jest to idealne rozwiązanie do usuwania przebarwień lub wyrównywania powierzchni zadrapań i śladów po narzędziach. Obróbka nie zmienia dokładności wymiarowej części i może być wykonana w ciągu kilku minut.
Regulacja ciśnienia powietrza może zmienić dynamikę procesu śrutowania. Niższe ciśnienie może być użyte do prostej zmiany koloru powierzchni części, podczas gdy użycie śrutu stalowego lub szklanych kulek przy wyższym ciśnieniu może nawet usunąć zadziory z powierzchni.

Dodatkową korzyścią jest to, że proces ten – zwłaszcza przy użyciu szklanych kulek – jest przyjazny środowisku. Kulki nie są szkodliwe dla środowiska, można je łatwo oczyścić i poddać recyklingowi w celu dalszego wykorzystania.
Obróbka wibrościerna
Termin obróbka wibrościerna, odnosi się do grupy procesów, w których niskoenergetyczne urządzenia o losowych ruchach stosowane są w połączeniu z mediami i materiałami ściernymi do uszlachetniania powierzchni części wyłącznie metodami mechanicznymi.
Chociaż to podejście może być stosowane zarówno do dużych, jak i małych części, obróbka wibrościerna najlepiej sprawdza się w przypadku części o stosunkowo prostej geometrii.
W przypadku zastosowania do bardziej złożonych kształtów, taki rodzaj obróbki może dać niejednorodne wykończenie.

Obróbka Trzpieniowa
Obróbka trzpieniowa, będąca rodzajem obróbki wibrościernej, jest idealna do niedrogiej obróbki mniejszych części.
W procesie tym wykorzystuje się silne magnesy do wymuszenia okrężnego ruchu metalowego nośnika i części. W wyniku tego ruchu i wzajemnego przesuwania się nośnika i części następuje usuwanie zadziorów.
Obróbka Wibracyjna
Wykończeniowa obróbka wibracyjna, stosowana zazwyczaj do dużej liczby stosunkowo małych części, polega na umieszczeniu elementów w wibracyjnym bębnie z materiałami ściernymi o różnych kształtach.
Wibracyjne działanie bębna powoduje tarcie materiału ściernego o części, usuwając zadziory i pozostawiając elementy wypolerowane, oczyszczone i rozjaśnione.
W zależności od zastosowania i składu materiału ściernego, proces może odbywać się na mokro lub na sucho, może być bardzo delikatny lub bardzo agresywny.
Aby operatorzy mogli łatwo zaobserwować, kiedy uzyskano pożądane wykończenie, proces jest zwykle przeprowadzany w otwartym bębnie.
Wysokoenergetyczna obróbka końcowa
Technologia masowej obróbki końcowej, która umożliwia szybką obróbkę mniejszych elementów. Wysokoenergetyczna obróbka końcowa charakteryzuje się szybkością usuwania zbędnego materiału do dziesięciu razy większą niż obróbka wibracyjna.
Typowe metody obróbki wysokoenergetycznej obejmują odśrodkowe systemy tarczowe, odśrodkowe systemy bębnowe oraz polerki planetarne, które wykorzystują siłę odśrodkową i przewagę mechaniczną do radykalnego skrócenia czasu obróbki.
Zwykle, wysokoenergetyczna obróbka jest używana tam, gdzie wymagana jest szybka, wysokonakładowa przepustowość oraz w przypadkach, takich jak: gładzenie, czyszczenie, gratowanie, zaokrąglanie lub łączenie, gdzie konieczne jest usunięcie materiału z części.
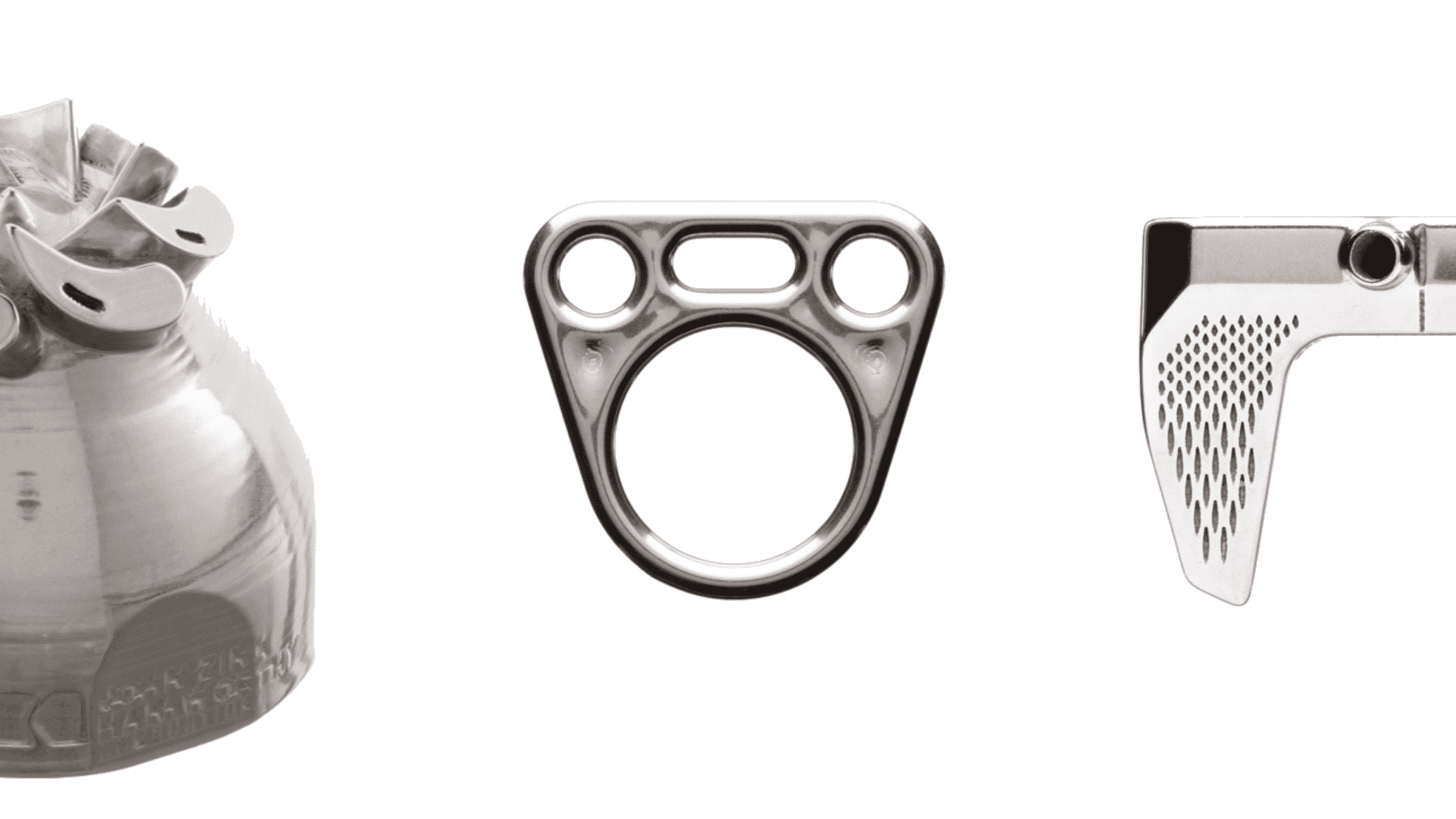
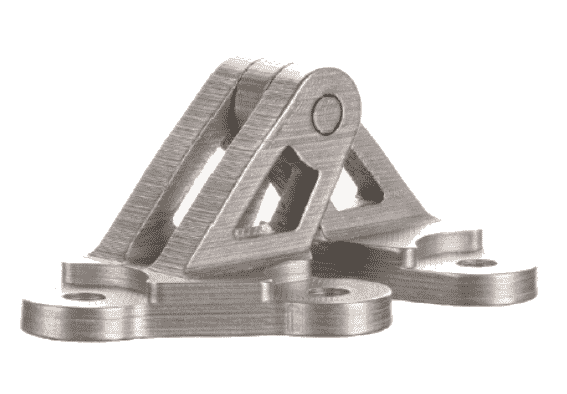
Przykłady obróbki końcowej przy użyciu tarcz odśrodkowych

Na zdjęciu po lewej stronie zawias został poddany 20-minutowemu procesowi cięcia na mokro przy użyciu Duramedia, środka ceramicznego przeznaczonego do twardych stopów, a następnie polerowaniu na mokro. Efektem końcowym jest część, która z początkowego szorstkiego, matowego wykończenia stała się gładsza i bardziej błyszcząca.
Zawias po prawej stronie został poddany trzystopniowemu procesowi, który obejmował 60-minutowe cięcie na mokro przy użyciu materiału Duramedia, a następnie cięcie na mokro przy użyciu materiału z tworzywa sztucznego i polerowanie na mokro. Ostateczne wykończenie części jest znacznie gładsze, ale widoczne są zaokrąglenia krawędzi. Producenci muszą brać pod uwagę te kompromisy przy wyborze metody wykańczania metalowych części drukowanych 3D.
Druk 3D z metalu: wykończenie izotropowe
Wykończenie izotropowe to technika obróbki końcowej polegająca na połączeniu obróbki mechanicznej i chemicznej w celu uzyskania lustrzanego połysku na częściach metalowych.
Najpierw za pomocą roztworu chemicznego wytwarza się na powierzchni elementu monowarstwę – w istocie zmiękczoną warstwę metalu. Warstwa ta jest następnie usuwana za pomocą stosunkowo delikatnego cyklu obróbki wibracyjnej, w wyniku czego uzyskuje się części, które są niezwykle gładkie, z bardzo małą chropowatością, falistością i bez mikro-rys.
Jak działa wykończenie izotropowe
Proces ten ma wiele zalet w porównaniu z tradycyjnymi procesami opartymi wyłącznie na obróbce ściernej. Oprócz tego, że wymaga znacznie mniej czasu, aby uzyskać wręcz lustrzane wykończenie, jest w stanie równomiernie wykańczać bardziej złożone geometrie, a także wykańczać mniejsze otwory przelotowe i bardziej skomplikowane elementy wewnętrzne niż inne metody.
Prawdopodobnie najważniejszą korzyścią jest jednak to, że proces jest w stanie lepiej zachować geometrię części – szczególnie w przypadku elementów takich jak zęby kół zębatych – niż tradycyjne metody obróbki końcowej.

Obróbka Strumieniem Ściernym (Gładzenie Ekstruzyjne)
Proces obróbki powierzchni wewnętrznych, w którym lepki, wypełniony ścierniwem materiał jest przetłaczany przez obrabiany przedmiot. Obróbka strumieniem ściernym jest stosowana do usuwania zadziorów, polerowania powierzchni, formowania zaokrągleń, a nawet usuwania zbędnego materiału z części.

Zazwyczaj stosuje się ją w przemyśle lotniczym, kosmicznym, samochodowym, przy produkcji form, narzędzi i matryc oraz w medycynie. Obróbka strumieniem ściernym wykorzystuje siłownik hydrauliczny do przetłaczania medium przez obrabiane części.
Siła ta tworzy „pilnik” lub „bryłę” materiału ściernego, która precyzyjnie dopasowuje się do części, dzięki czemu proces ten jest idealny do powierzchni wewnętrznych, szczelin, otworów, wgłębień i innych miejsc, do których trudno dotrzeć przy użyciu innych metod polerowania lub szlifowania.

Druk 3D z metalu: Galwanizacja i obróbka elektrolityczna
Chociaż zarówno galwanizacja, jak i obróbka elektrolityczna wykorzystują energię elektryczną do wykańczania części, to każda z nich używa jej w inny sposób.
W galwanizacji prąd jest wykorzystywany do przyciągania dodatnio naładowanych jonów metali rozpuszczonych w roztworze do ujemnie naładowanej części, tworząc cienką powłokę na całej części.
Do powszechnych cech galwanizacji należą odporność na zużycie i korozję, przewodnictwo elektryczne, ciągliwość, lutowalność i względy estetyczne.
Elementy Desktop Metal są pokrywane galwanicznie szerokim zakresem materiałów, w tym złotem, srebrem, chromem, miedzią, niklem, czarnym niklem i innymi.
Obróbka elektrolityczna, często określana jako odwrotność galwanizacji, wykorzystuje prąd elektryczny do usuwania materiału z części.
Jest to idealne rozwiązanie do polerowania przedmiotów o nieregularnych kształtach. Proces ten zmniejsza chropowatość powierzchni, niweluje mikro-rysy i żłobienia oraz radykalnie poprawia wykończenie powierzchni.
Skrawanie, Szlifowanie i Obróbka Elektroerozyjna
Skrawaniem, szlifowanie i obróbka elektroerozyjna (EDM) należą do najbardziej powszechnych metod wykańczania części metalowych i są powszechnie stosowane w celu zapewnienia, że elementy spełniają krytyczne wymagania dotyczące wymiarów i wykończenia.

Chociaż oferują one takie korzyści, jak szybkie usuwanie materiału, bardzo ścisłe tolerancje i doskonałe wykończenie powierzchni, to każda z nich wiąże się z pewnymi wyzwaniami, takimi jak dostęp do sprzętu, praca operatora oraz konieczność stosowania niestandardowych przyrządów i uchwytów.
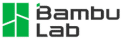
Produkowane przez firmę EWOL z siedzibą w Mediolanie, zębniki śmigieł, standardowo byłyby odlewane w dużych partiach po 100 lub więcej sztuk, a następnie poddawane intensywnej obróbce końcowej.
Dzięki technologii druku 3D, firma EWOL może produkować zębniki na żądanie, uzyskując znaczne oszczędności zarówno w zakresie kosztów oprzyrządowania, jak i czasu realizacji.
Drukowanie pozwala również firmie produkować części kształtowników siatkopodobnych, co znacznie zmniejsza ilość obróbki mechanicznej potrzebnej do uzyskania ostatecznych wymiarów części.
Obróbka wydruków metalowych drucianą szczotką
Do najmniej kosztownych rozwiązań w zakresie niskonakładowej obróbki końcowej metalowych części drukowanych w 3D, należy obróbka drucianą szczotką, która polega na użyciu ręcznej szczotki lub ściernicy drucianej montowanej na szlifierce lub wiertarce w celu usuwania zadziorów, wyrównywania krawędzi i usuwania niedoskonałości powierzchni.
Polerowanie i wygładzanie
Polerowanie i wygładzanie, choć podobne, to dwa różne procesy.
Polerowanie, jako bardziej agresywne, wykorzystuje materiał ścierny, który jest przyklejony do tarczy roboczej. Podczas pracy z niewykończonym elementem, polerowanie rozpoczyna się od użycia szorstkiego materiału ściernego, o ziarnistości 60 lub 80. W każdym kolejnym kroku stosuje się coraz drobniejsze ziarna, aż do uzyskania pożądanego wykończenia.
Wygładzanie, dla porównania, jest mniej agresywne i wykorzystuje luźny materiał ścierny naniesiony na tarczę roboczą w celu uzyskania gładszego, jaśniejszego wykończenia.
Aby uzyskać lustrzane wykończenie, oba procesy wykonuje się po kolei, stosując środki ścierne i polerskie nakładane na wysokoobrotowe maszyny polerskie lub wiertarki elektryczne.
Podsumowanie
Oprócz umożliwienia użytkownikom tworzenia części o bardzo złożonej geometrii, co byłyby trudne – jeśli nie niemożliwe – do wykonania przy użyciu tradycyjnych technik, druk 3D z metalu pozwala na niezliczone opcje wykończenia powstałego obiektu.
Praktycznie każda metoda wykończenia i obróbki końcowej dostępna dla tradycyjnie wytwarzanych części, może być zastosowana do części drukowanych w 3D, co daje nieskończone możliwości, jeśli chodzi o ostateczny wygląd, strukturę i wydajność drukowanych części.
Podczas gdy te opcje wykończenia wiążą się ze znanymi uwarunkowaniami – w tym specyfikacjami części, wymaganiami kapitałowymi i kosztami jednostkowymi – te kompromisy w niektórych przypadkach mogą zostać złagodzone przez korzyści płynące z druku 3D.
Systemy do druku 3D z metalu oferowane przez Desktop Metal, zarówno w technologii Bound Metal Deposition czy Binder Jetting, to rozwiązanie pozwalające na tworzenie funkcjonalnych prototypów, produkcji masowej oraz skrócenie czasu dostaw gotowych elementów. Jeśli zastanawiasz się jak produkty Desktop Metal mogą sprawdzić się w Twojej firmie – napisz do nas.



Musisz być Zalogowany aby napisać komentarz.