





Domowe sposoby na suszenie filamentu
Strzelający w dyszy drukarki filament, zapchana głowica, postrzępione wydruki i ciągłe problemy z prawidłowym przepływem materiału? Często przyczyną tych problemów nie jest sama drukarka, a jedynie zawilgocony filament. Jak sobie z nim radzić?
Zawilgocony filament – co robić?
W mniejszym lub większym stopniu, praktycznie wszystkie filamenty do druku 3D są higroskopijne. Niektóre z nich, jak np. PVA, do tego stopnia, że pozostawienie otwartej szpuli na jeden dzień powoduje, że filament osiąga wilgotność pomieszczenia i może nie nadawać się już do drukowania. Dlatego tak ważnym jest aby nieużywane filamenty (wszystkie, nie tylko PVA) przechowywać szczelnie zamknięte, najlepiej w torebkach strunowych z umieszczonymi w środku pochłaniaczami wilgoci.

Suszarka do filamentu prosto z grzybobrania
Co jednak mamy zrobić jeśli już zdarzy nam się zostawić filament na kilka dni bez odpowiedniego opakowania? W końcu mało kto ma dostęp do specjalistycznej suszarki… Na szczęście jest parę „domowych”, sprawdzonych sposobów na poradzenie sobie z zawilgoconym materiałem. Najprostszym z nich jest zaopatrzenie się w… suszarkę do grzybów. Tak dokładnie – suszarka do grzybów. Najtańsze modele dostępne są już w cenie kilkudziesięciu złotych, te trochę droższe mają dodatkowo regulację temperatury (przydatne) i wyłącznik czasowy (także przydatne).
Wystarczy, że włożysz do takiej suszarki, szpulę z zawilgoconym filamentem, ustawisz temperaturę suszenia na około 40 ºC (w zależności od filamentu) i zostawisz go tam na kilka godzin, a filament będzie ponownie nadawał się do pracy, bez obaw o nieudany wydruk.
Ważne jest by nie przesadzić z temperaturą suszenia, uważaj by nie była ona zbyt wysoka. Pamiętaj, że PLA w 50-60 ºC robi się już plastyczne i zwyczajnie może się stopić i posklejać. Jeśli nie chcesz stracić szpuli filamentu, uważnie kontroluj tę wartość.
Drukarka 3D suszarką do filamentu
Kolejną metodą, tym razem nie wymagającą żadnych dodatkowych zakupów, jest wykorzystanie… samej drukarki 3D. Jeśli tylko drukarka, która posiadasz, wyposażona została w podgrzewaną platformę, to praktycznie masz już wszystko co potrzebne do wysuszenia filamentu.
Ustaw temperaturę platformy na 40C, połóż na niej tekturę, a jeszcze lepiej tekturowe, niewysokie pudełko, a na nim dopiero szpulę z materiałem. Ważne jest by, szpula nie leżała bezpośrednio na platformie. Może to uszkodzić zarówno stół roboczy jak i sam filament. Zostaw drukarkę włączoną na kilka godzin – dłużej niż w przypadku suszarki do grzybów, np. na noc. Rano otrzymasz wysuszony filament, gotowy do drukowania.
Suszenie filamentu w piekarniku – czy jest to bezpieczne?
Na grupach tematycznych, często spotykamy się z pomysłem suszenia filamentu w tradycyjnym, domowym piekarniku. Osobiście nie polecamy tego manewru. Regulacja temperatury w piekarniku jest najczęściej niezbyt dokładna, szczególnie w zakresie jaki jest Ci potrzebny czyli 30-50 ºC. Działając w ten sposób, możesz w bardzo szybko i bez większego problemu, zniszczyć filament. Pamiętaj, że materiał jaki posiadasz znajduje się na szpuli, która może zupełnie inaczej reagować na temperaturę w piekarniku.
W każdym przypadku suszenia pamiętajmy też o bezpieczeństwie – zostawianie bez nadzoru urządzeń grzewczych może być ryzykowne. Do tego podgrzewanie filamentu może powodować wydzielanie z niego szkodliwych oparów, dlatego najlepiej robić to w osobnym pomieszczeniu z dobrą wentylacją i sprzętem, który nie będzie później wykorzystywany do np. suszenia prawdziwych grzybów.
Wygrzewanie gotowego wydruku w piecu
Słyszałeś kiedyś o możliwości wygrzania wydrukowanego elementu w piecyku?
Wyżarzanie dotyczy głównie metali, ale podobny proces można zastosować w przypadku tworzyw sztucznych. Tutaj też technologia nie jest nowa, stosuje się ją od dziesięcioleci w produkcji elementów z wtryskarek. Wyżarzanie stosuje się w celu zmniejszenia naprężeń wewnętrznych i uczynienia tych części mocniejszymi i mniej podatnymi na wypaczanie.
W druku 3D tworzywo podgrzewamy co pozwala na wytłaczanie go z dyszy, a następnie stosunkowo szybko go schładzamy, aby uzyskać pożądany kształt. Z uwagi na słabe przewodnictwo cieplne tworzyw sztucznych, drukowane modele nie są równomiernie chłodzone, co prowadzi do występowania naprężeń wewnętrznych. Wygrzewanie może pomóc obniżyć naprężenia szczególnie pomiędzy warstwami. Wydruk zmienia wówczas swoje właściwości poprzez proces krystalizacji materiału dzięki czemu jest on odporniejszy na działanie temperatur i czynników zewnętrznych.
Jaki materiał jest szczególnie polecany do wyżarzania? Oczywiście – BASF Ultrafuse PLA PRO1.
Materiał ten został opracowany jako szybki termoplastyczny materiał konstrukcyjny, który drukuje się tak łatwo jak PLA, ale z prędkościami wcześniej uważanymi za nieużyteczne. Zachowuje przy tym znacznie lepsze właściwości mechaniczne niż modele drukowane z ABS.
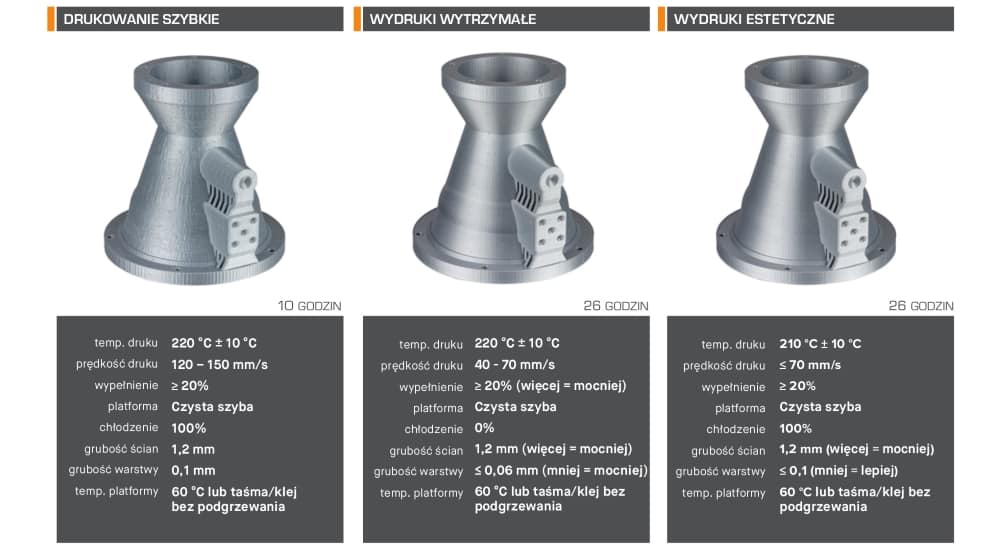
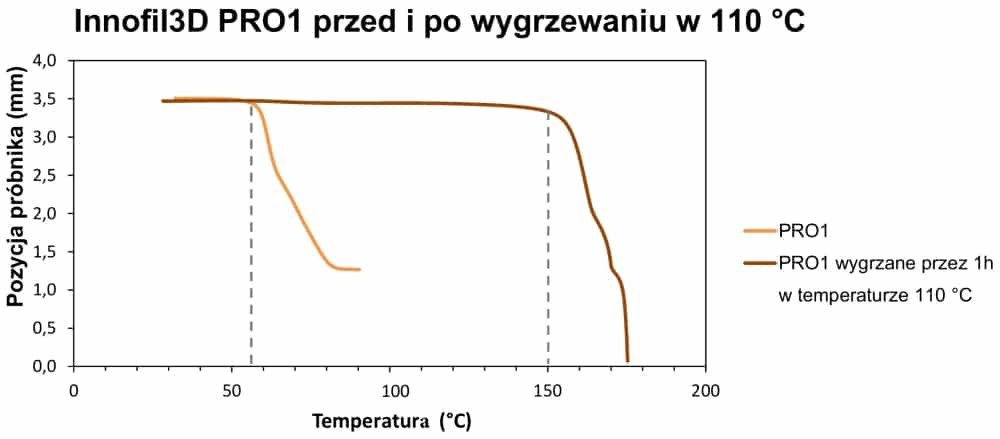
Dzięki szerokiemu zakresowi dopuszczalnych parametrów drukowania (prędkość / temperatura) Pro1 jest bardzo łatwy w użyciu oraz nie wymaga też żadnych specjalnych zabiegów – suszenia, przechowywania w odpowiednich warunkach, ani korzystania z utwardzanej dyszy. Chcąc poprawić jego parametry wytrzymałościowe, możesz gotowy wydruk wygrzać w piekarniku. Wystarczy do tego najprostszy piecyk, rozgrzany do 110 stopni Celsjusza ustawiony na godzinę pracy. Po tym czasie, wydruk należy pozostawić w środku w celu ostygnięcia w naturalnym tempie. Przeprowadzone badania temperatury mięknięcia metodą Vicat’a (VST) (temperatura mięknięcia badana metodą Vicat’a to temperatura, przy której czujnik o średnicy 1 mm zagłębi się w badanej próbce na głębokość 1 mm ) przed i po wygrzewaniu wykazały zwiększenie odporności wydruku na temperaturę.
BASF Ultrafuse® PLA PRO1 charakteryzuje się także wysoką przyczepnością międzywarstwową, co sprawia, że wydruki są znacznie mocniejsze, a tym samym bardziej funkcjonalne.

")

Musisz być Zalogowany aby napisać komentarz.