




Jak drukować filamentem ABS?
Filamenty, które używamy w drukarce pracującej w technologii FFF/FDM to materiały termoplastyczne. Co to oznacza w praktyce? Są to tworzywa sztuczne, które pod wpływem wysokiej temperatury miękną, niekiedy osiągając wręcz płynną konsystencję, natomiast po ostygnięciu twardnieją. Termoplasty znajdziesz wszędzie w swoim domu pod postacią np. różnego rodzaju wyrobów gospodarstwa domowego, zabawek, mebli, części samochodowych, rur, folii itp. Takim materiałem jest także ABS, materiał należący do gamy podstawowych filamentów do drukarek 3D. Jak zatem drukować z filamentu ABS?
Czym jest ABS?
ABS jest jednym z najczęściej wybieranych filamentów podczas pracy z drukarką (zaraz po PLA). Jest to kopolimer akrylonitrylo-butadieno-styrenowy otrzymywany z ropy naftowej. Znajdziesz go praktycznie na każdym kroku w swoim domu. Wszystko co nosi miano „plastikowe” prawdopodobnie jest wykonane z ABS’u. Dlaczego więc ABS jest dosyć wymagającym materiałem i niestety w porównaniu do PLA nie można zastosować go do każdego rodzaju drukarki FDM? ABS jest podatny na zjawisko skurczu przetwórczego. Wartości skurczu są odmienne dla różnych rodzajów tworzyw. Wykazuje też tendencję do delaminacji podczas drukowania dużych obiektów lub cienkich, wysokich ścian.
Właściwa temperatura do druku z ABS
Co prawda ABS – ABS’owi nierówny, ale istnieją pewne „widełki” których powinniśmy się trzymać ustawiając temperaturę druku z tego filamentu. Do drukowania z ABS należy używać nieco wyższej temperatury niż do PLA: pomiędzy 225°C a 260°C. Dokładna wartość temperatury zależy od konkretnego filamentu – sprawdź zalecenia producenta. Pamiętaj też, że przy drukowaniu cienkich warstw i małej średnicy dyszy należy stosować niższą temperaturę z podanego zakresu, a dla grubszych warstw i większej średnicy – wyższą. Ale to akurat dotyczy także innych materiałów. Platforma robocza powinna mieć temperaturę 80 – 100oC.

Uwaga! Gdy użyjesz zbyt niskiej temperatury możesz w prosty sposób zapchać dyszę! A dodatkowo utworzone warstwy nie będą się ze sobą prawidłowo łączyć przez co wydruk się po prostu rozwarstwi.
Uwaga! NIE należy przekraczać maksymalnej temperatury drukowania podawanej przez producenta – powyżej tej temperatury, ABS ulega dekompozycji i nie dość, że wydruki się nie udadzą, to dodatkowo z filamentu mogą się wydzielać szkodliwe związki chemiczne.
Co należy wziąć pod uwagę podczas pracy z materiałem ABS?
Materiał ten, jak wspomnieliśmy wcześniej, wykazuje duży skurcz w trakcie stygnięcia. Dlatego ważne jest stosowanie dodatkowych środków adhezyjnych (spray, klej w sztyfcie, itp.) które zwiększą siłę przyklejenia wydruku do stołu. Dodatkowo istotne jest zadbanie o stabilne warunki temperaturowe w komorze drukowania. Wszelkie zmiany temperatury wewnątrz drukarki w czasie drukowania prowadzą do niejednorodnego stygnięcia wydruku i jego deformacji czy pękania. Między innymi dlatego drukowanie z ABS jest bardzo trudne na otwartych drukarkach.

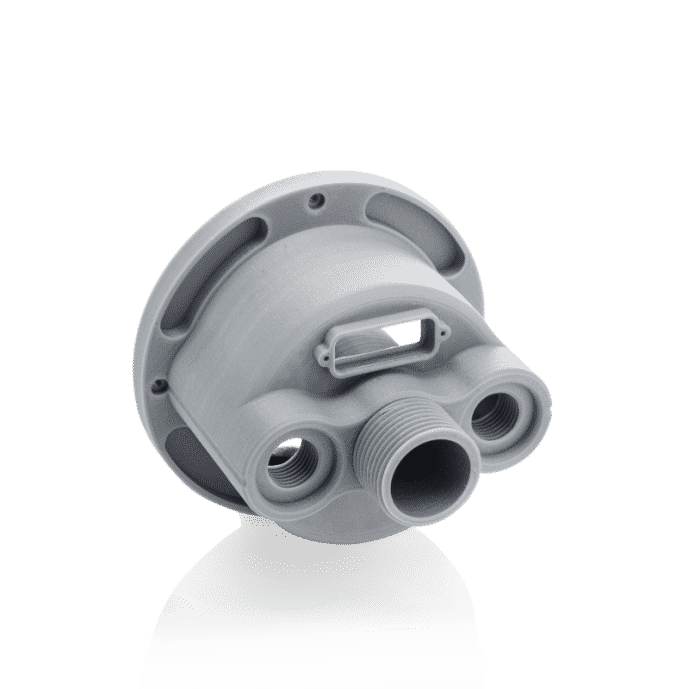
Nieprawidłowe przyklejenie wydruku do stołu może spowodować jego „podwijanie” – brzegi drukowanego modelu będą odklejać się od stołu i podnosić do góry. W ekstremalnych wypadkach może to doprowadzić także do całkowitego oderwania modelu od stołu co w konsekwencji może spowodować uszkodzenie głowicy drukującej czy innych elementów drukarki. Oprócz dodatkowych klejów (my polecamy Dimafix) stosuje się także tzw. „brim” – dodawaną przez slicer szeroką otoczkę dookoła drukowanego modelu, która także zwiększa siłę z jaką wydruk jest przyklejony do platformy i przy okazji zabezpiecza brzegi modelu przed podwijaniem.
Po zakończeniu drukowania należy poczekać aż model ostygnie zanim zaczniemy odklejać go od platformy – większość klejów do druku 3D, po ostygnięciu do temperatury pokojowej zmniejsza swoją siłę działania co ułatwia zdjęcie wydruku. Odklejanie „na gorąco” może skończyć się zniszczeniem platformy lub jej uszkodzeniem. Można też całą platformę (o ile jest zdejmowana) zanurzyć w wodzie – kleje są także wodorozpuszczalne.
Obróbka materiału ABS
Filament ABS rozpuszcza się w acetonie. Możesz wykorzystać to do obróbki zdjętego ze stołu wydruku. Umieszczenie wydruku w oparach acetonu pozwoli na wygładzenie jego powierzchni. Ale nie polecamy tego rozwiązania – opary acetonu są bardzo szkodliwe a do tego skrajnie łatwopalne. Co najmniej kilka przypadków płonących drukarek 3D spowodowane było właśnie zapaleniem się oparów acetonu.
Mimo trudności z drukowaniem, materiał ten dobrze nadaje się do wszelkiego rodzaju obróbki. Można go szlifować, wiercić i piłować, ale należy pamiętać, że w okolicy 70-80C stanie się z powrotem plastyczny, więc wszelkie prace tego typu muszą być wykonywane powoli, tak aby nie rozgrzać nadmiernie wydrukowanego modelu.

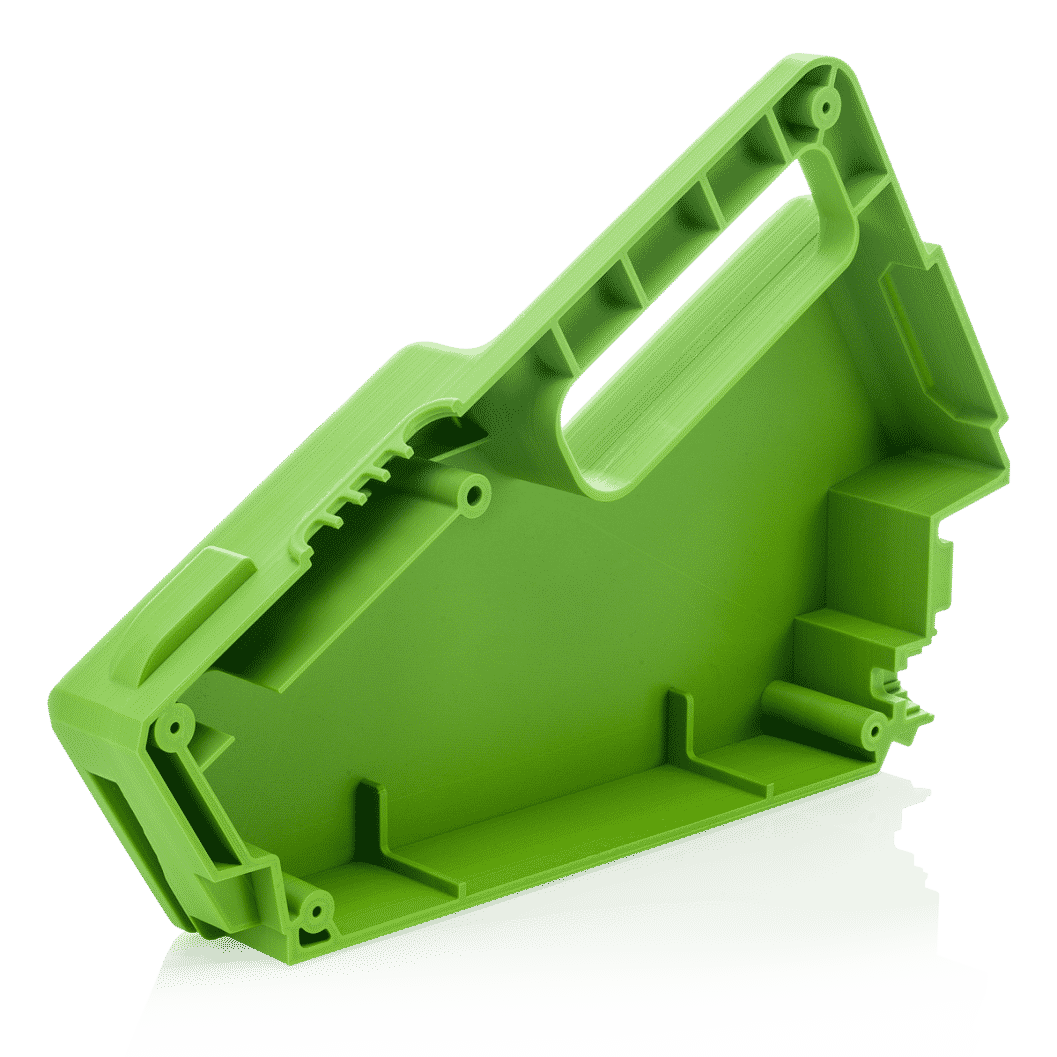
ABS to dobry wybór jeśli planujesz drukować niewielkie modele które muszą być wytrzymałe – jak również różnego rodzaju elementy mechaniczne. Wydruki z ABS są wytrzymałe i odporne na uderzenia.
Odpowiednia wentylacja podczas druku z ABS
Drukując z materiału ABS pamiętaj aby zadbać o odpowiednią wentylację pomieszczenia. Niestety podczas obróbki w wysokiej temperaturze z ABS wydzielają się nieprzyjemne opary, które mogą też potencjalnie stanowić zagrożenie dla naszego organizmu. Ich stężenie jest także większe niż w przypadku druku z PLA. Świetnie gdyby Twoja drukarka posiadała zamkniętą obudowę z wbudowanym filtrem HEPA, jeśli jednak takiego filtra nie posiadasz, cóż… należy często wietrzyć pomieszczenie.


Musisz być Zalogowany aby napisać komentarz.